


Weld marks are an important factor affecting quality of plastic parts. Research has found that under same process conditions, strength of weld line area is only 10-92% of original material, seriously affecting normal use of injection molded products. For example, in automobile industry, unqualified plastic parts directly lead to a decline in automobile quality and even endanger people’s lives. Therefore, it is of great practical significance to study formation process and influencing factors of weld marks, find ways to eliminate weld marks.
Formation mechanism of weld marks
“Weld mark” of plastic products refers to a three-dimensional area where morphological structure and mechanical properties formed when two molten materials come into contact are completely different from other parts.
There are two basic types of weld marks most common in injection molded parts:
One is due to structural characteristics or large size of plastic part. In order to reduce melt process and mold filling time, when two or more gates are used, weld marks formed where melt fronts entering cavity from different gates meet are called cold weld marks;
The other is when core and insert are installed in cavity, melt is divided into two strands when passing through this obstacle. After bypassing obstacle, the two strands of melt rejoin to form a welding mark, which is called a hot melt weld mark.
In addition, when wall thickness of workpiece is too different, resistance encountered by fluid flowing through cavity is different. Resistance is small at thick wall and flow rate is fast; while resistance is large and flow rate is slow at thin wall. Due to this difference in flow speed, melts from different wall thicknesses merge at different flow rates, eventually forming weld marks at junction.
Factors affecting weld marks and measures to improve and eliminate them
Since weld marks have an important impact on quality of plastic parts, a lot of research has been done on their formation mechanism and performance evaluation, and a variety of solutions have been proposed.
1. Influence of injection molding process parameters on weld marks
a. Effect of temperature
Increasing temperature can accelerate relaxation process of polymer and reduce entanglement time of molecular chains. This is more conducive to full fusion, diffusion and entanglement of front-end molecules of material, thus improving strength of weld line area. Experiments have shown that increasing melt temperature is beneficial to reducing depth of V-shaped groove on the surface of plastic part. When melt temperature increases from 220℃ to 250℃, depth of V-shaped groove decreases from 7 μm to 3 μm.
Influence of temperature on tensile strength of weld marks of PA66 injection molded products containing 33% glass fiber reinforcement. Study found that tensile strength of samples with and without weld marks will increase as melt temperature increases; effect of temperature changes on tensile strength of weld lines is not linear. When temperature is relatively low (such as 70℃), as temperature increases, tensile strength of weld lines changes significantly; but when temperature rises to a certain level, this change is relatively gentle.
Similar conclusions were obtained in experiments using PA66 (35% glass fiber reinforced) and ABS. Using simulations, it was found that mold temperature and melt temperature have different effects on strength of weld lines formed by different materials. Using a combination of experiments and simulations, it was found that among injection molding process parameters, melt temperature has the greatest impact on weld mark strength of ABS plastic parts.
b. Influence of injection pressure and holding pressure
Injection pressure is an important factor in plastic melt filling and molding. Its function is to overcome resistance of plastic melt when it flows in barrel, nozzle, pouring system and cavity, give plastic melt sufficient filling speed, compact melt to ensure quality of injection molded products.
Increasing injection pressure helps to overcome flow channel resistance, transfer pressure to melt front, so that melt is fused at weld line at high pressure, increasing density at weld line, thereby improving strength of weld line. Increasing holding pressure can not only provide more kinetic energy to movement of molten molecular chain, but also promote mutual combination of the two melts, thus increasing density of weld line area and strength of weld line.
c. Influence of injection speed and injection time
Increasing injection speed and shortening injection time will reduce flow time before melt front converges, reduce heat loss, and enhance shear heat generation, resulting in a decrease in melt viscosity and an increase in fluidity, thus improving strength of weld line. Strength of weld line is very sensitive to injection time and will increase as injection time shortens.
However, if injection speed is too high, turbulence (melt rupture) may easily occur, seriously affecting performance of plastic parts. Usually, low pressure and slow speed injection should be used during injection molding, then injection speed should be adjusted according to shape of plastic part. In actual production, in order to shorten production cycle and avoid turbulence, medium and high injection speeds are more often used.
Injection speed affects flow behavior of melt in cavity, as well as pressure, temperature in cavity and performance of product. When injection speed is high, flow rate of melt through mold pouring system and cavity is also high. The stronger material is sheared, the greater frictional heat generation, temperature rises, viscosity decreases, material flow is also prolonged, cavity pressure is also increased, and strength of product weld mark is also increased.
2. Influence of mold design on weld marks
After selecting materials and setting process parameters, mold design becomes the most critical step. A reasonable mold structure can reduce occurrence of weld marks, improve strength of weld mark area or reduce impact of weld marks on the overall performance of plastic part.
a. Design of gating system
According to formation principle of weld marks, it can be known that filling multiple gates will inevitably form multiple branch material flows. If number of gates is N, number of weld marks will be at least N-1. It can be seen that the greater number of gates, the more weld marks will be generated. If material flow front melt from each gate cannot be well fused, weld marks will be aggravated and quality of plastic part will be seriously affected.
b. Design of exhaust system and cold slug well
Residual gas generated due to poor exhaust is compressed in mold cavity during injection process, which will not only burn product but also cause weld marks to appear. Gas is easily expelled to converging part of melt during melt filling, creating an interlayer between the two material flows, ultimately hindering fusion of material flows, which not only promotes generation of weld lines but also reduces strength of weld lines.
When PS plastic parts are fully vented, strength at weld line is 36.5MPa, while when there is no venting, it is only 17.5MPa. Fully exhausting mold or using vacuum air bleed will help reduce and eliminate weld marks.
In addition, opening a cold slug cavity at location where weld mark appears can allow melt front to converge at cold slug cavity (commonly known as a garbage pin). Increasing temperature when melt meets at the end of plastic part can not only reduce occurrence of weld lines, but also enhance strength of weld lines.
c. Design of temperature control system
The lower mold temperature, the less conducive it is to full fusion of melt. When designing mold, if cooling water channel is too close to melt confluence, melt at joint will not be able to fuse due to lower temperature and higher viscosity, resulting in obvious weld marks.
Improper design of cooling system will also cause mold temperature distribution to be too different, causing plastic melt to fill mold at different filling speeds due to temperature differences in different parts of cavity, thus causing weld marks. Therefore, reasonable design of temperature control system will make temperature fluctuations of mold evenly distributed and reduce occurrence of weld marks.
Now a rapid cooling and rapid heating injection mold temperature control and adjustment system has been implemented, so that surface temperature of mold cavity can be quickly converted according to needs of each stage of injection molding process. Common advantage of this rapid cooling and rapid heating mold temperature adjustment system is that molding surface can be cooled rapidly and evenly, can be rapidly heated to close to or equal to melting temperature of raw material. Therefore, molded product has good quality and is less likely to produce molding defects such as weld marks and flow marks.
There is another method that uses magnetic effect of battery ring to quickly heat mold forming surface, then uses cooling water to cool mold to achieve mold temperature control, which can improve quality of plastic parts and avoid occurrence of weld marks.
d. Design of surface roughness of cavity and core
Surface roughness of cavity and core will also affect filling flow rate of plastic melt. If surface roughness value is too large, melt flow rate will slow down, condensation layer on mold wall will thicken, material flow cross section will decrease, flow resistance will increase, melt temperature difference will expand, and welding strength of branch flow will decrease. When processing mold, if surface roughness of cavity is inconsistent, weld lines will also be formed due to different melt filling speeds.
e. Improvements in other aspects of mold structure
A mold structure that can eliminate weld marks on appearance of injection molded products with holes. Specific method is that when product has just been injection molded and filled in cavity, core is used to cut softer material melt in cavity to obtain product hole. This method can be used on plastic products with various types of holes on the surface, and can completely eliminate weld marks at holes, thereby improving product quality.
There is also a special injection molding mechanism. In actual production, injection molding is performed when moving and fixed platens are not locked (gap 2mm), and mold is closed twice when injection volume is 70%-80% of required injection volume. Since there is no shunting effect of core when mold is not completely closed, no weld marks will be formed, so occurrence of weld marks can be completely eliminated.
3. Impact of sequential valve gate technology on weld marks

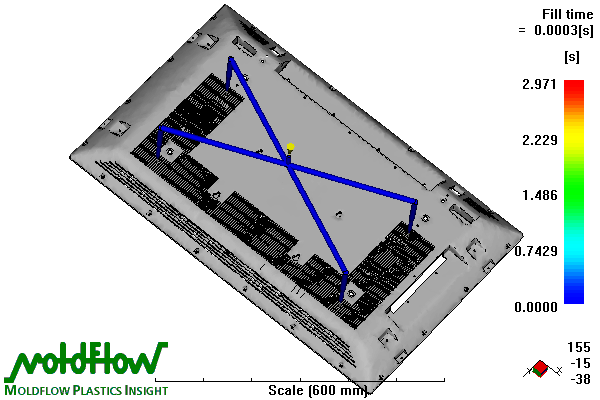
In highly automated mass production process, almost all large injection molded parts use hot runner systems. For this type of plastic parts, multiple gate injection can ensure complete cavity filling and improve filling efficiency, but this will inevitably produce branched material flows, leading to appearance of weld lines. Method of opening gate valve needle in sequence can make melt flow merge to both ends of cavity in sequence, thereby solving problem of weld marks.
Sequential valve gate gate technology is a new injection molding technology developed in recent years. Its theoretical model was first proposed by American Moldflow Company, and American GE Company first commercially applied it in production of thin-walled parts.
Sequential valve needle pouring technology is to add a valve device that can control opening and closing to original hot runner gate. Opening and closing of injection molding gate determines its working mode according to specific requirements. After injection mold pouring system adopts valve needle pouring control, flow direction and flow rate of melt can be controlled through gate to eliminate or reduce weld marks.
Opening or closing of gate is driven by a hydraulic cylinder or a cylinder. In hot runner, connection between gate and ejector pin is a cylindrical ejector pin. When using sequential valve gate technology to form products, it is generally divided into four steps. During the entire process, a gate can be opened and closed twice at most:
(1) At the beginning of injection molding, open middle gate of mold, inject melt into cavity, and then divert flow to both sides;
(2) When melt just flows through gates on both sides, close middle gate and open gates on both sides at the same time;
(3) When melt fills the entire cavity and begins to feed and maintain pressure, open all gates;
(4) Before end of pressure holding, close all gates, cool product, and open mold to take out parts.
Sequential gate technology has following characteristics: eliminates weld marks on large plastic parts; reduces molding pressure and related residual stress; shortens molding cycle; effects of injection pressure and holding pressure are independent of each other, mold can be adjusted by closing and opening nozzle cavity pressure.
When molding large plastic parts, traditional simultaneous multi-point glue feeding can fill the entire cavity with melt, but due to existence of weld marks, it is difficult to achieve ideal product quality. Production practice has proven that sequential valve gate technology effectively solves problem of weld marks in injection molding.
4. Other methods to improve strength of weld lines
To eliminate or reduce influence of weld lines and improve strength of weld lines, you can also start by selecting matrix resin and additives. Since there are often stress concentrations at weld lines, heat treatment can be used to eliminate or reduce internal stress formed during molding process of injection molded products and improve mechanical properties of products.
For amorphous plastics, treatment method is to place it in an oven with appropriate liquid or hot air for a certain period of time at 10-15℃ above glass transition temperature in an inert atmosphere; for semi-crystalline plastics, it should be placed under similar conditions at 50-80℃ below melting point for a certain period of time, usually 40-50min/mm, then cool plastic to room temperature. In addition, researchers have also tried double-push die methods and vibration-assisted injection molding methods to reduce occurrence of weld lines.
a. Double push mold filling method
Double push mold filling method is a molding method proposed by researchers when studying material self-reinforcement technology. System consists of a left injection system, a right injection system and a mold with two gates. At the beginning, the two gates are filled at the same time. When cavity is filled, a flat weld line area will be formed in the middle. At this time, control system drives uncured material to move left and right. Due to large shear stress and early solidification near mold wall, it is difficult for material to move, so weld lines form a V-shaped structure.
Then, material moves left and right under action of left and right control systems. Repeated several times, surface where weld line is located forms a staggered state, thereby increasing bonding strength of the two material flows and improving mechanical properties of weld line. Similar to above method is double-plunger pushing method invented by Bevis. During operation, reciprocating motion of piston drives reciprocating motion of melt filling mold cavity, achieving expected effect of double-push mold filling method.
b. Vibration-assisted injection molding
Vibration-assisted injection molding is a new polymer molding method that uses external force fields (including mechanical vibration, sonic vibration, ultrasonic vibration, etc.) to plasticize and process raw materials, thereby greatly improving the overall performance of plastic parts.
Its mechanism of action is to cause polymer to pulsate through local vibration. This method mainly uses electromagnetic vibration to plasticize material more completely in barrel, has a lower filling viscosity, and is easy to eliminate gas, which is beneficial to improving strength of weld line.
Existence of weld marks will not only cause quality problems on the surface of plastic parts, but also affect strength of plastic parts. Welding is unavoidable for most plastic parts, but by improving plastic part structure and mold structure, implementing active control, impact of welding marks can be eliminated or greatly reduced, so that appearance and mechanical properties of plastic parts can meet design requirements and usage requirements.
In addition, crystallinity, relaxation time and other properties of raw materials themselves are also important factors affecting occurrence of welding. Choosing appropriate resin is also important for eliminating or reducing weld marks.
