

1. Introduction to taillight masks
Let’s make a brief introduction to taillight masks. Taillight masks are available in single-color, double-color and three-color products. Three-color products are divided into true three-color and false three-color. True three-color is a three-shot three-station mold, and false three-color is a three-shot two-station mold. Three-color products are relatively complex in terms of equipment, molds, and processes. Injection molding raw material used for taillight masks is PMMA, and each car lamp factory has different choices for injection molding raw material brands. Let’s introduce three-color taillight mask.
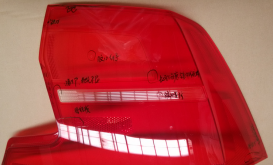
Taillight mask products with three shooting stations and two stations

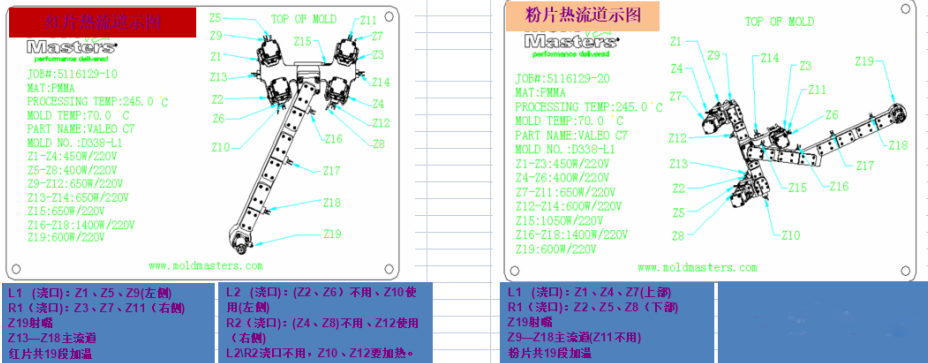
Taillight two-color mask (red, transparent)
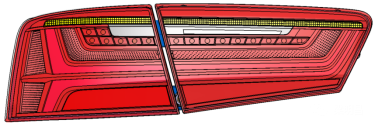
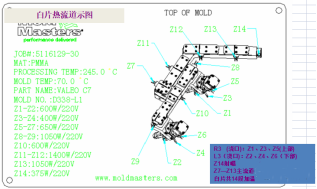
Taillight three-color mask (red, transparent, pink)
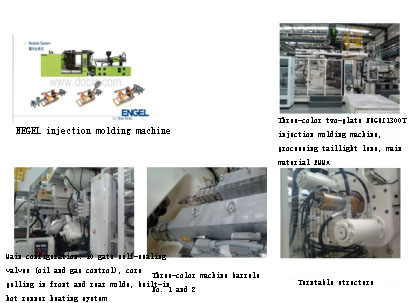
2. Taillight mask injection molding equipment
Performance of injection molding machine for processing taillight two-color and three-color masks requires stability, and has high requirements for rotation accuracy of turntable. At the same time, because weight difference between three-color products is sometimes large, selection of injection molding machine and size matching of each shooting station are carefully verified.
Regarding injection molding machine interface and auxiliary configuration, it must be configured according to understanding of such molds, such as number of neutron groups, number of needle valve groups, and number of mold temperature controllers, otherwise it may not meet mold production. Regarding standardization of auxiliary configuration, I have always said that for complex molds or those that are ready to undertake some complex molds, these must be standardized. It is a very important part for injection molding companies. If standards are not set or there are no standards, the entire company will be confused in terms of equipment procurement, mold periphery and process standards, and cost of later correction is very high. It is still necessary to pay attention to early planning and learn from experience of advanced injection molding management companies.


In order to ensure stability of opening and closing pressure of mold needle valve, it is necessary to configure additional pumps and air tanks.
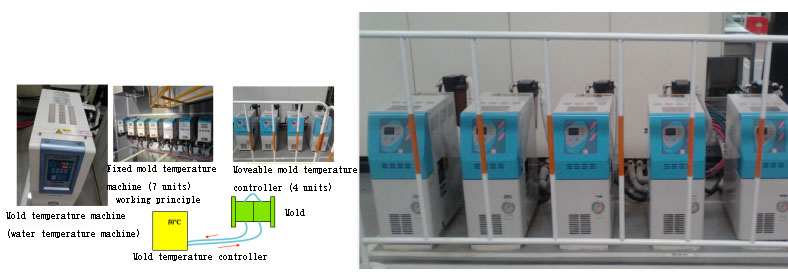
Auxiliary machine introduction
(1) Mold temperature controller
Function: Control and maintain mold at a certain temperature through a certain medium (water, oil, etc.) or through electric heating.
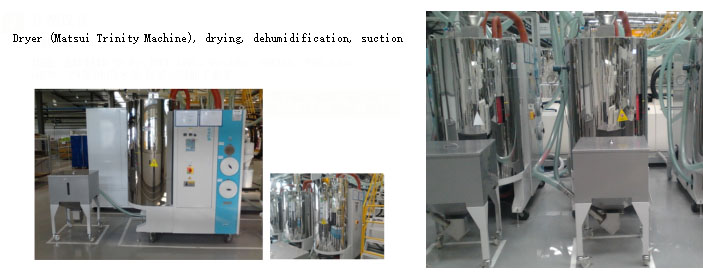
(2) Dryer
Function: Remove moisture from materials (such as PC, PBT, ABS, PC/ABS, PMMA, PBT-ASA-GF20, PA, etc.) to meet processing requirements.
(3) Booster pump
Function: Principle of air booster pump is to use low air pressure of large-area piston to generate high hydraulic pressure of small-area piston. Air booster pump is used in working environments where original air pressure system needs to increase pressure. It can increase air pressure of working system to 2-5 times. It only needs to use compressed air in working system as air source.
(4) Gas storage tank
Function: Air storage stall can store a certain volume of compressed air. After air compressor is shut down, supply pipeline can complete necessary pneumatic program operations in a short time. In addition, it can eliminate pressure pulsation of reciprocating air compressor and stabilize air source pressure.

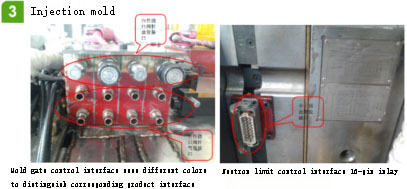
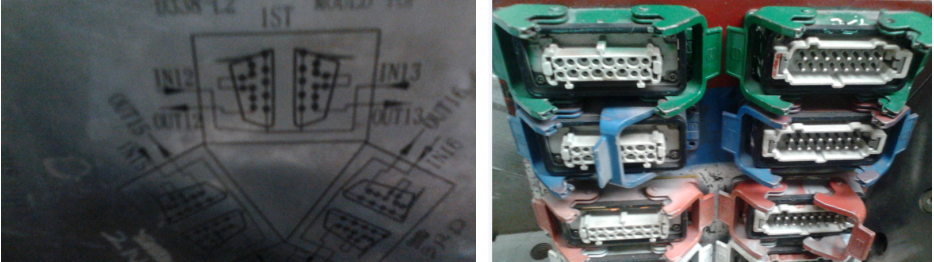
3. Injection mold
Injection molds, single-color, two-color, and three-color molds correspond to corresponding injection molding machines. Generally, two-color can produce single-color products, and three-color can produce two-color products. Mold development should match company’s existing equipment, and mold interface should be configured as required, including hot runner heating line connection method, needle valve interface standard, cooling line quick connection, etc. As for specific mold manufacturer, find a mold company that has made similar products to cooperate, which will provide some valuable suggestions to make your project progress more smoothly.
4. Injection molding material
Refers to injection molding raw materials for production of headlight taillight masks, mainly PMMA. For performance of PMMA materials used by various companies, you may refer to corresponding physical property table.

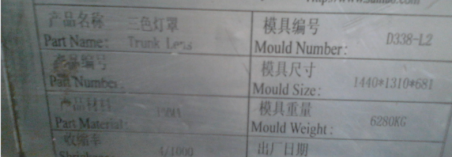
| Product name | |
| Product part number | |
| Raw material name | FMMA |
| Raw material part number | |
| Raw material color | Transparent, red, pink |
| Drying temperature (℃) | 80±5 |
| Drying time (h) | ≥4 |
| Product weight (g) | |
| Injection cycle (s) | 75 |
5. Injection molding process
Injection molding process is just enough, and it has a reference role. Don’t be dogmatic and find a reference point that suits you.
Main focus:
1. Difference in plasticizing temperature of 1#, 2#, 3#
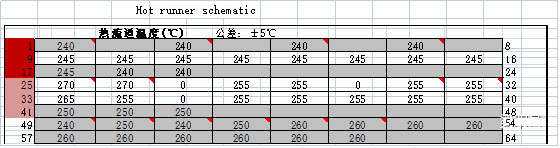
2. Zone of hot runner temperature and distribution of nozzle temperature control
3. Mold temperature and hot runner cooling temperature
4. Setting of injection parameters
5. Setting of plasticizing parameters
6. Correspondence between gate valve and injection station.
7. Setting of holding pressure parameters.
8. Cooling time.
9. Setting of clamping force
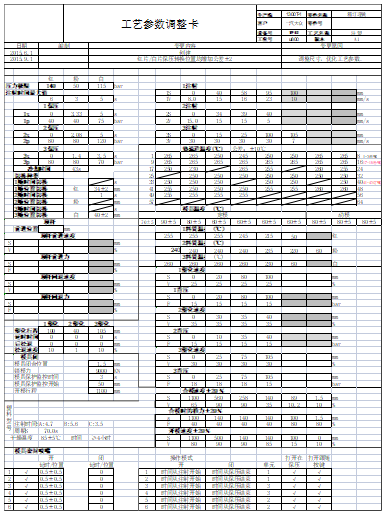
For hot runner temperature debugging and setting, it is necessary to determine corresponding position of each hot runner, which corresponds to control point on equipment. If there is a problem, corresponding control point will be found accurately.
During mold trial, determine glue flow of each piece, understand status of mold, and solve it in a targeted manner.
6. Mold maintenance
Mold needs to be maintained. For relatively precise molds, a first-level maintenance plan and a second-level maintenance plan should be formulated for mold, and regular maintenance should be carried out. In particular, special attention should be paid to what problems mold is prone to have a greater impact on production and process. Included in maintenance plan, if some molds need regular maintenance on site, they should also be included in maintenance plan. Some factories have problems with molds, which affect product quality, but they force production without improvement. If they use process maintenance, they will have to endure cost problems for a long time.
